







Commercial & Industrial Water Heating Solutions
The water heating experts.
Hubbell engineers and manufactures standard and customized water heating solutions for commercial and industrial applications. We offer storage capacities from 1 to 10,000 gallons in electric, gas and indirect energy sources, as well as tankless and semi-instantaneous water heaters. Our products are designed, engineered, and manufactured for reliability and longevity coupled with unparalleled support and service.
Engineered Products





Product Highlight
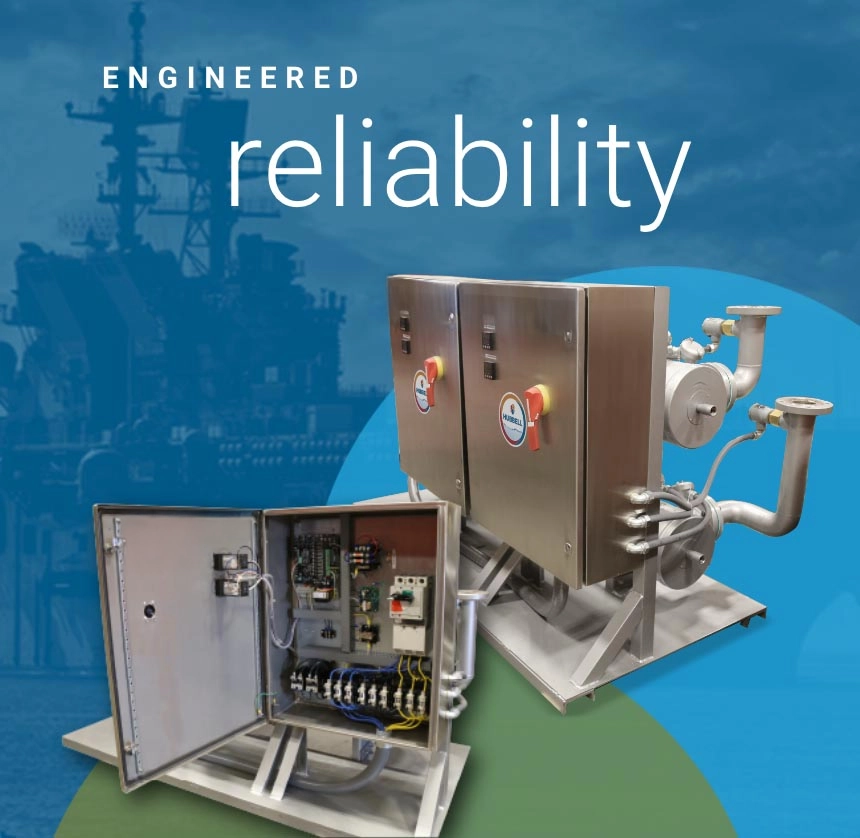
UltraPure Series HDSensitive applications demand high-purity water. Ultrapure HD is built to support RO/DI water systems, maintaining integrity over time. The solid 316L stainless steel ASME stamped pressure vessel resists corrosion and ensures longevity.


Industries and Applications






Over a century

Around the world
Latest News >

How Hubbell Helped a Global Automaker Combat Corrosion
For a global automotive manufacturer, we developed a custom-engineered Signature CR solution for vehicle corrosion testing. Discover the solution here.
Hubbell Introduces Vortex Flow Meter Option for Tankless Heaters
Hubbell is excited to announce the option of vortex flow meters for our tankless product line. This new option expands the application range of our Tankless Series.

Hubbell Heaters To Equip All 77 USCG Fast Response Cutters
From the delivery of the Vincent Danz to the reach of the Pacific fleet, see how Hubbell Heaters is supporting this historic program.